YQ Series Säkerhetstryckmätare
Cat:Tryckmätare
◆ Modell: YQ40 YQ50 YQ60 YQ75 YQ100 YQ150 ◆ Användning: Denna serie mätare är alla gjorda av r...
Se detaljer


Analys av orsakerna: Omgivningar, Material, Verifiering / Mänsklig intervention, Verifieringsregel, Tredjepartstestinstitution , Använd maskinen
Omgivningar:
·Trycksskillnaden mellan insidan och utsidan av behållaren.
·Transport- eller installationsprocessen utsattes för betydande yttre kraftpåverkan.
· Blockering av spjällhål.
Material:
·Elastisk komponent sprickbildning.
·Defekter i utseendet på elastiska komponenter.
· Elastiska komponentråmaterial har dålig inneboende prestanda.
Verifiering / mänskligt ingripande:
·Svetspositioner under produktionsprocessläckage.
·Skruven för tidsmekanismen var inte åtdragen och visaren trycktes inte ordentligt.
· Felaktig drift under installationsprocessen på plats.
Verifieringsregel:
·I det inledande skedet av tillverkningen hölls svetsningen under tryck men ingen åldringsbehandling utfördes efteråt.
· Vid kalibrering av tryckmätaren utfördes inte den erforderliga kalibreringen.
Tredjeparts testinstitut:
· Hanterades inte med försiktighet vid upptagning eller nedsättning.
·Detekteringsutrustningens tryck överskrider tryckmätarens intervall med 15 % till 20 %.
Maskin:
·Användningen av utrustningen orsakar betydande momentana tryckökningar och minskningar.
·Utrustningens tryck överskrider tryckmätarens intervall.
| Nej . | Den del där problem uppstår | fenomenepologisk beskrivning | Anteckningar | ||||||
| 1 | Ingen åldringsbehandling utfördes efter att svetsningen hölls under tryck | Efter att de elastiska komponenterna har genomgått svetsnings- och tryckhållningsprocesser, måste de genomgå en tidsperiod för åldrande för att eliminera inre stress. Om åldring inte utförs, efter att justeringen är korrekt, efter att ha placerats under en tid, kommer stressen att elimineras och pekarens position kommer att flyttas nedåt. Som ett resultat kommer räckviddsindikeringen att minska, och den negativa nollreturn kommer att inträffa i den icke-begränsande mätaren | Utifrån om ens stressmanifestationer överensstämmer med denna uppfattning | ||||||
| 2 | Ej kalibrerad efter behov | Under justeringsprocessen kan endast vevstaken och justeringsmuttern justeras. Om fjäderröret flyttas kommer det att deformeras. Efter deformation kommer det att finnas en elastisk eftersläpningseffekt. Efter att ha placerats under en tid kommer pekarens position att ändras och den kommer inte längre att återgå till noll | Har dina leverantörer genomfört strikta kvalitetskontrollåtgärder under produktionsprocessen? | ||||||
| 3 | Tryckskillnaden mellan insidan och utsidan av behållaren | Tryckmätarens pekare visar en onormal förskjutning, vilket resulterar i felaktig indikering. Detta problem blir mer uttalat när räckvidden för tryckmätaren minskar. På grund av bristen på förståelse hos användarna har detta problem en högre sannolikhet. Efter att tryckmätaren är klar och oljepluggen är installerad, bildas ett tätt utrymme inuti mätaren. Vid denna tidpunkt överensstämmer det atmosfäriska trycket inuti kaviteten med det yttre atmosfärstrycket. När det yttre atmosfärstrycket ändras genereras en intern tryckskillnad och tryck | I allmänhet, när detta problem uppstår, indikerar det att nollpunktspekarens förskjutning är relativt liten. | ||||||
| 4 | dämpningshålet är blockerat | När det uppmätta mediet innehåller föroreningar kommer de att ackumuleras vid dämpningshålets position. Så småningom kommer den att bli igensatt, vilket resulterar i fenomen som att tryckmätaren inte fungerar, inte återgår till noll och fastnar. | Kan inspekteras för luftläckor | ||||||
| 5 | Transport- och installationsprocesserna är föremål för betydande yttre kraftpåverkan | På grund av yttre kraftpåverkan kommer den interna transmissionsmekanismen att orsaka förskjutning, vilket resulterar i att inte återgå till noll. | Detta fenomen uppstår när tryckmätaren packas upp eller under installations- och felsökningsprocessen. Det återgår inte till noll och kommer inte att inträffa under användningsstadiet. | ||||||
| 6 | Det sker en betydande omedelbar ökning och minskning av trycket vid användning av utrustningen | Betydande momentan tryckökning och minskning kommer att öka den ackumulerade mängden kvarvarande deformation av de elastiska komponenterna, förkorta livslängden för de elastiska komponenterna och orsaka att fenomenet som inte är noll inträffar tidigare; detta fenomen kommer att leda till en ökning av fjäderrörets yttre diameter. | Inspektera de felaktiga delarna för mått och kontrollera om måtten på de oanvända delarna och ritningarna har ändrats. Det kan bestämmas utifrån den faktiska situationen för dina egna produkter. | ||||||
| 7 | Användning av utrustningens tryckmätare utanför dess mätområde | Om tryckmätaren är felaktigt ansluten, fel typ väljs, eller utrustningens tryck är instabilt, vilket resulterar i för högt tryck, kommer det att göra att fjäderröret deformeras permanent, vilket leder till avläsning som inte är noll, lossning av sektortänderna etc. I sådana fall kommer fjäderrörets tjocklek att öka på grund av för stort tryck, antingen i storlek eller i ytterdiameter. | Inspektera den felaktiga komponenten för mått, jämför dem med de oanvända delarna och måtten enligt ritningarna och kontrollera om fjäderrörets väggtjocklek har ökat avsevärt. Det kan bestämmas utifrån den faktiska situationen för dina egna produkter. | ||||||
| 8 | Svetslägesläckage | Defekter som ofullständig svetsning, svetssprickor, svetsinneslutningar, underskärning, dålig smältning och otillräcklig lödning kan alla leda till läckage vid svetsplatsen. Detta kan resultera i felaktig tryckindikering och misslyckande att återgå till noll. | Ta isär tryckmätaren för att kontrollera eventuella läckagepunkter. | ||||||
| 9 | Felaktig funktion under installationsprocessen | När du installerar och drar åt tryckmätaren, använd en skiftnyckel för att vrida mätarens handtagsposition. Flytta inte mäthuvudet med våld. Om mäthuvudet lutar kommer det att få ratten att luta också, vilket resulterar i fenomen som att pekaren fastnar eller inte återgår till noll. | Manometern kan tas isär för inspektion för att kontrollera om utseendet är i gott skick. | ||||||
| 10 | Pekaren trycks inte hårt | Efter att justeringen är klar, om det anaeroba limmet inte appliceras under installationen av pekaren eller om pekaren inte knackas lätt, under användning, speciellt i en miljö med vibrationer, kan pekaren lossna, vilket resulterar i felaktig indikering. Detta problem uppstår ofta bland nyanställda som inte är bekanta med operationsprocedurerna och sannolikheten för att det inträffar är generellt låg. | Ta isär tryckmätaren och kontrollera om visaren är ordentligt installerad. | ||||||
| 11 | Rörelsens skruvar är inte åtdragna | Skruvarna var inte ordentligt åtdragna. Under användning, särskilt i miljöer med vibrationer, skulle skruvarna lossna, vilket gör att utgångsläget för hela transmissionsmekanismen ändras, vilket resulterar i felaktiga avläsningar eller misslyckande att återgå till noll. Detta problem uppstår ofta bland nyanställda som inte är bekanta med operationsrutinerna och har en relativt låg förekomstfrekvens. | Ta isär tryckmätaren och inspektera för att se om rörelsens skruvar är ordentligt installerade. | ||||||
| 12 | Elastisk komponent sprickbildning | Under driften av tryckmätaren sprack mätarens fjäderrör, vilket gjorde att fjäderröret deformerades. Som ett resultat uppvisade tryckmätaren fenomen som att visaren inte återgick till noll och inte fungerade korrekt. | Ta isär tryckmätaren och inspektera för att se om det finns några sprickor i de icke-elastiska komponenterna. | ||||||
| 13 | Defekter i utseendet på elastiska komponenter | Under tillverknings- och transportprocessen av de elastiska komponenterna finns det betydande yttre repor på deras ytor, vilket skapar spänningskoncentrationspunkter. Med tiden leder dessa punkter till sprickor och eventuella sprickor i komponenterna. | Demontera och inspektera tryckmätaren. Kontrollera om utseendet är i gott skick, leta efter eventuella repor eller bucklor och se efter eventuella sprickor i de elastiska komponenterna. | ||||||
| 14 | Den elastiska komponentens prestanda är dålig. | De elastiska komponenterna har i sig egenskaper såsom elastisk efterverkan, elastisk eftersläpning och kumulativ kvarvarande deformation. Dessa egenskaper bestäms av fjäderrörets material och värmebehandlingsprocess. När användningstiden ökar minskar elasticiteten gradvis, vilket resulterar i indikeringsfel, återgång från noll till noll, etc. Detta bestäms av de elastiska komponenternas inneboende egenskaper och är oundvikligt. Uppkomsttiden av denna anledning beror på materialets kvalitet. Detta fenomen kommer att få fjäderrörets ytterdiameter att gradvis öka. | Kontrollera måtten på den felaktiga delen och jämför den med måtten på den oanvända delen och ritningarna för att se om det finns någon ökning. Det beror på ens egen faktiska situation. | ||||||
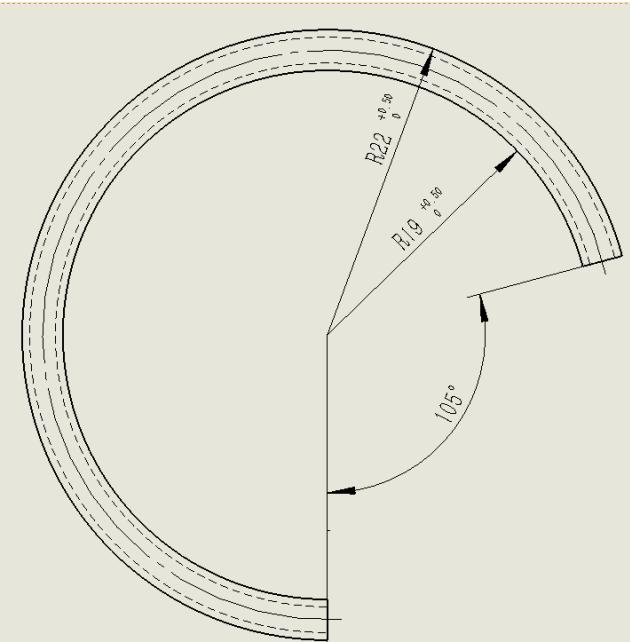
Angående om det finns några förändringar i faktiska mätdata för fjäderrörets ytterdiameter och väggtjocklek, enligt följande:
Ta bourdonröret av Y60-typ som ett exempel
Den yttre diametern på fjäderröret måste vara 44 mm (0, 1) (som visas i bild 1)
Den uppmätta storleken på den oanvända produkten är 44,12 mm (som visas i figur 2),

Låt oss ta exemplet med Y60-modellens tryckmätare där pekaren misslyckas med att återgå till noll. Förstår du nu på grund av förekomsten av övertryck och instabilt tryck under användning?
De korrigerande och förebyggande åtgärderna som tillhandahålls av vårt företag är följande:
Rättelse:
Returnera de skrotade svetsade komponenterna i produkterna, byt ut de svetsade komponenterna, installera om och kalibrera dem och skicka dem till leverantören för utbyte.
Korrigerande åtgärder:
1. Vårt företag kommer att inspektera de inkommande materialen för materialprestanda och öka testintensiteten för att säkerställa stabiliteten hos inkommande materialprestanda och minska defektfrekvensen;
2. Upprätthålla en god och nära effektiv kommunikation med de samverkande enheternas ansvariga personer. Leverantören och kunden bör tillsammans kontrollera för icke-nollfaktorer och arbeta tillsammans för att stärka kontrollen för att minska förekomsten av defekter.

◆ Modell: YQ40 YQ50 YQ60 YQ75 YQ100 YQ150 ◆ Användning: Denna serie mätare är alla gjorda av r...
Se detaljer
◆ Modell: Cyb100 Cyb150 ◆ Tillämpning: Denna serie i...
Se detaljer Rostfritt stål Differentialtrycksmätare")
◆ Modell: Cybn100 Cybn150 ◆ Tillämpning: Denna serie...
Se detaljer
◆ Modell: YZS102 ◆ Tillämpning: Denna serie instrument används huvudsaklige...
Se detaljer
◆ Modell: YTX100B YTX150B ◆ Användningar: Denna serie instrument används specie...
Se detaljer
◆ Modell: YS100 YS150 ◆ Introduktion: Denna digitala tryckmätare har v...
Se detaljer
1. Översikt Denna tryckgivare har hög känslighet, hög precision och...
Se detaljer
◆ Modell: YSZC-8 ◆ Användning: Detta instrument är lämpligt för exa...
Se detaljer
◆ Modell: WSS-3 WSS-4 WSS-5 ◆ Tillämpning: Bimetal termometer har egenskape...
Se detaljer
◆ Modell: WSSXCH-4 , WSSXCH-5 ◆ Tillämpning: Denna serie termometr...
Se detaljer


